弊社の強みは複数の工程(加工部署)があることです。プレス(深絞り)・旋盤・パイプ加工・洗浄(酸・アルカリ)・溶接・塗装の6工程が1工場内にある為、付加価値が高く・短納期・低コストで製造することが可能です。中でも300tプレス機(又は400tプレス)で3〜6ミリの鉄板をプレス(深絞り)し、溶接で組み付けする製品を得意としております。また、多品種少量生産を得意とし、ベテランの作業員が確かな技術と長年の経験で、間違いのない製品をつくります。 2004年にはISO9001:2000を、2005年にはISO14001:2004を取得いたしました。
プレス・マシン
コイル(3〜6ミリ)をブランクし300tプレス(又は400tプレス)で2回深絞り加工をします。その後、トリム・絞り、バーリング加工をします。
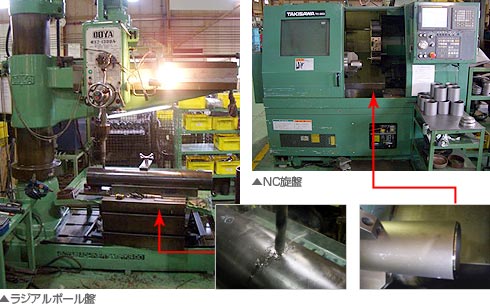
皿形鏡板はマシン工程に入り旋盤加工されます。ブラケットも(1.6から8ミリ)社内で加工しております。

パイプ
コイル又は直管を自動切断機で切断します。自動端末加工機で拡管、NCベンダーで曲げ、プレスで穴あけをし、必要なものはボスろう付けします。
銅パイプはφ6.38ミリからφ42ミリまで加工。
鉄パイプはφ34ミリまで加工します。

洗浄
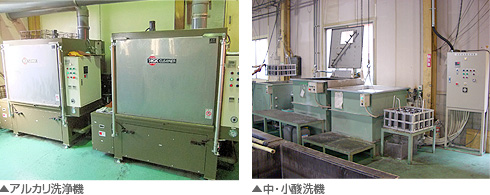
酸洗機(サビとり)、アルカリ洗浄機(油とり)及び槽があります。最大φ750ミリ・長さ2300ミリのサイズが洗浄できます。溶液の全管理(交換頻度・濃度・時間・温度)は作業要領に沿って行われます。また、製品(洗浄後)のよごれチェックは毎日行い、記録を保管します。

溶接
半自動溶接・ガス溶接・ティグ溶接の有資格者が作業いたします。社内で製作・加工した治具を使用し、手作業で溶接いたします(*数量によってはロボット使用)。自動円周溶接機は最長1650ミリまでの長さの容器まで円周溶接可能です。スポット溶接機有。全ての溶接条件(電流・電圧・溶接速度・トーチ角度・ワイヤ径・ガス流量・脚長・点検)は作業要領に沿って行います。


検圧
ASSY後の製品を検圧水槽に水没させ、全製品の耐圧・気密試験を行います。耐圧6.5Mpaまで。

塗装
ディップ作業を行います。塗装性能の指定によりサンドブラスト後、ディップ作業するものもあります。


ショットブラスト
シェルの黒カワをとる設備。酸洗いに比べリードタイムが短縮されます。

サンドブラスト
図面指定のある製品はサンドブラストをします。塗装性能が向上します。

その他